
- Donnerstag 18. Februar 2010, 20:40
#34154
Hallo
Das Thema kugelgelagerte Vergaserwelle beschäftigt auch mich schon eine Weile. Ist ja auch nicht wirklich neu. Ich glaube inzwischen eine nachvollziehbare Lösung gefunden zu haben. Allerdings sei zu bemerken, Werkzeug ist eher das Problem als die Lagerbeschaffung.
Wer es selbst versuchen möchte, die Chance einen Vergaser so endgültig zu versauen ist recht hoch. Mit Misserfolgen muss man Leben können wenn man sowas versucht. Wer das nicht kann sollte sich an den Tuner seiner Wahl richten. Anbieter gibt es ja genug.
Ich hatte für meine bisher zwei Prototypen noch alte, ausgeleierte Vergaser im Schrank.
Zu den Lagern. Beim vermessen der Vergaserwelle stellt man fest, das ist ein ganz krummes Maß – ca. 4,7 mm. Klingt erst mal nicht nach einem Normteil. Jedenfalls nicht für uns Europäer mit dem Metrischen System. Woanders rechnet man immer noch anders und 3/16 Zoll sind umgerechnet 4,76 mm. Das könnte was Passendes sein. Somit kommen die auch hier recht einfach beschaffbaren Lager R166 und R156 in Frage (natürlich als 2RS oder ZZ). R166 hat einen zu großen Außenring und würde nicht auf der Seite mit der Rückholfeder passen. Bleibt als R1562RS oder R156ZZ. Dieses Lager hat einen Außendurchmesser von 5/16 Zoll, also knapp 7,94mm.
Zum Werkzeug. Eins gleich vorausgeschickt, einfach mit dem Accuschrauber und einem 8er Bohrer aufbohren wird nichts. Hier muss schon alles genau und wirklich zentrisch ausgeführt werden. Man benötigt einen Flachsenker mit Führung. Einen Flachsenker 5/16“ mit 3/16“ Führung zu beschaffen ist möglich, allerdings nur aus den Staaten. Dort existieren Onlinehändler die mit Werkzeugen für die Flugzeugwartung handeln, da ist sowas im Sortiment. Natürlich auch zu Flugzeugwartungspreisen.
Also andere Lösung – Werkzeug selber anfertigen. Ich habe als Basis einen normalen 8mm Spiralbohrer genommen. Dieser wurde als Werkstück in die Drehbank gespannt. Als Werkzeug wurde eine Proxon mit Trennscheibe (die große, gewebeverstärkte) genutzt (die Idee ist nicht von mir, sondern (glaube ich) aus dem sehr empfehlenswerten Buch „Drehen und Fräsen im Modellbau“ .
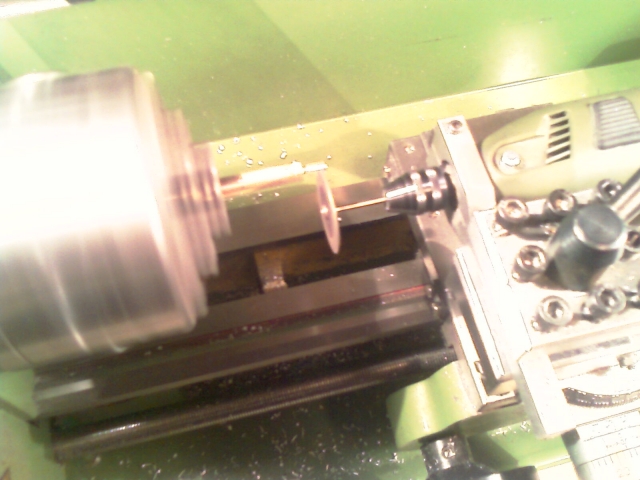
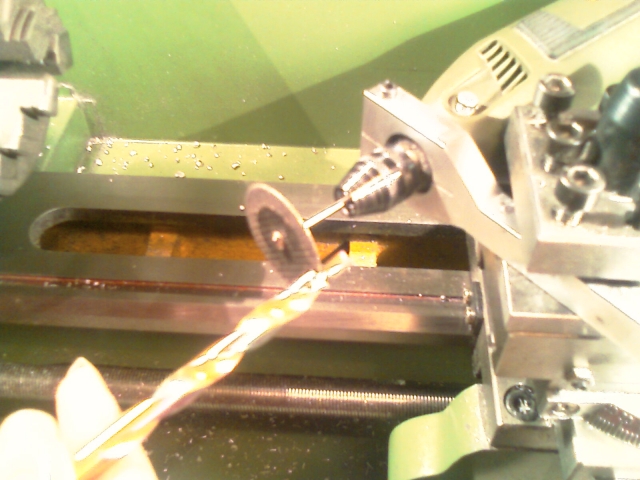
Auf diese Art und Weise wurde ein reichlich 1cm langes Stück des Bohrers auf 3/8 verjüngt um als Führung dienen zu können. Die verbleibende Bohrerspitze mit Schneide wurde abgetrennt. Direkt am Übergang von 3/8“ auf 8mm wurde noch eine Nut eingearbeiteet um das nun folgende Schleifen des Flachsenkers zu ermöglichen. Drehbank bei all diesen Schritten sehr langsam auf Linkslauf, Schleifmaschine maximaldrehzahl. Vorschub und Zustellung in homöopathischer Dosierung.
Das Anschleifen macht sich auch recht gut wenn man die Schleifmaschine fixiert und die Trennscheibe verwendet.
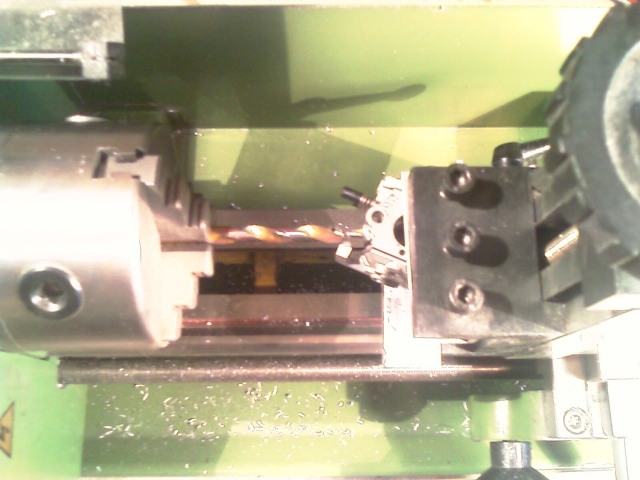
Der so zum Flachsenker mutierte Bohrer wurde wieder in die Drehmaschine gespannt und der Frässupport montiert um den Vergaser zu spannen. Zuerst wurde jedoch ein zuvor vorbereitetes Stück Restalu als Testwerkstück gespannt. Dieses hatte ich schon vorgebohrt um Testlagersitze zu fertigen. Der erste Versuch zeigte auch, dass mein Flachsenker etwas zu große Lagersitze erstellte. Also wurden die ersten 5mm der 8mm Flachsenkers noch etwas abgeschliffen. Also zum ersten Vergaser.
Das Ergebnis bei den zwei Testvergasern war aus meiner Sicht recht gut. Die Lagersitze sind vom Durchmesser ausreichend genau. Presspassung geht bei so kleinen Lagern eh nicht da dann der äußere Ring verspannt und das Lager schwergängig wird. Um einen ausreichend festen Sitz zu gewährleisten habe ich Loctite 648 (Nabe und Welle) verwendet.
Leider bekommt meine Digicam keine scharfen Nahaufnahmen hin, darum erst mal kein Foto vom Ergebnis (Die bilder hier sind schon nicht sonderlich gut). Und ob es schön ausschaut oder nicht, die Praxis im harten Renneinsatz muss zeigen ob es funktioniert – und die kommt erst noch.
Allen interessierten Bastlern viel Spaß und Erfolg beim selber Experimentieren und weiterentwickeln bzw. verbessern des Verfahrens.
Grüße
Thomas
PS. An alle professionellen Metaller, Werkzeugmacher, Feinmechaniker etc. – ich bin nur ein bastelnder IT-ler. Das geht sicher alles auch viel professioneller und besser. Für Tipps bin ich immer dankbar
Das Thema kugelgelagerte Vergaserwelle beschäftigt auch mich schon eine Weile. Ist ja auch nicht wirklich neu. Ich glaube inzwischen eine nachvollziehbare Lösung gefunden zu haben. Allerdings sei zu bemerken, Werkzeug ist eher das Problem als die Lagerbeschaffung.
Wer es selbst versuchen möchte, die Chance einen Vergaser so endgültig zu versauen ist recht hoch. Mit Misserfolgen muss man Leben können wenn man sowas versucht. Wer das nicht kann sollte sich an den Tuner seiner Wahl richten. Anbieter gibt es ja genug.
Ich hatte für meine bisher zwei Prototypen noch alte, ausgeleierte Vergaser im Schrank.
Zu den Lagern. Beim vermessen der Vergaserwelle stellt man fest, das ist ein ganz krummes Maß – ca. 4,7 mm. Klingt erst mal nicht nach einem Normteil. Jedenfalls nicht für uns Europäer mit dem Metrischen System. Woanders rechnet man immer noch anders und 3/16 Zoll sind umgerechnet 4,76 mm. Das könnte was Passendes sein. Somit kommen die auch hier recht einfach beschaffbaren Lager R166 und R156 in Frage (natürlich als 2RS oder ZZ). R166 hat einen zu großen Außenring und würde nicht auf der Seite mit der Rückholfeder passen. Bleibt als R1562RS oder R156ZZ. Dieses Lager hat einen Außendurchmesser von 5/16 Zoll, also knapp 7,94mm.
Zum Werkzeug. Eins gleich vorausgeschickt, einfach mit dem Accuschrauber und einem 8er Bohrer aufbohren wird nichts. Hier muss schon alles genau und wirklich zentrisch ausgeführt werden. Man benötigt einen Flachsenker mit Führung. Einen Flachsenker 5/16“ mit 3/16“ Führung zu beschaffen ist möglich, allerdings nur aus den Staaten. Dort existieren Onlinehändler die mit Werkzeugen für die Flugzeugwartung handeln, da ist sowas im Sortiment. Natürlich auch zu Flugzeugwartungspreisen.
Also andere Lösung – Werkzeug selber anfertigen. Ich habe als Basis einen normalen 8mm Spiralbohrer genommen. Dieser wurde als Werkstück in die Drehbank gespannt. Als Werkzeug wurde eine Proxon mit Trennscheibe (die große, gewebeverstärkte) genutzt (die Idee ist nicht von mir, sondern (glaube ich) aus dem sehr empfehlenswerten Buch „Drehen und Fräsen im Modellbau“ .
Auf diese Art und Weise wurde ein reichlich 1cm langes Stück des Bohrers auf 3/8 verjüngt um als Führung dienen zu können. Die verbleibende Bohrerspitze mit Schneide wurde abgetrennt. Direkt am Übergang von 3/8“ auf 8mm wurde noch eine Nut eingearbeiteet um das nun folgende Schleifen des Flachsenkers zu ermöglichen. Drehbank bei all diesen Schritten sehr langsam auf Linkslauf, Schleifmaschine maximaldrehzahl. Vorschub und Zustellung in homöopathischer Dosierung.
Das Anschleifen macht sich auch recht gut wenn man die Schleifmaschine fixiert und die Trennscheibe verwendet.
Der so zum Flachsenker mutierte Bohrer wurde wieder in die Drehmaschine gespannt und der Frässupport montiert um den Vergaser zu spannen. Zuerst wurde jedoch ein zuvor vorbereitetes Stück Restalu als Testwerkstück gespannt. Dieses hatte ich schon vorgebohrt um Testlagersitze zu fertigen. Der erste Versuch zeigte auch, dass mein Flachsenker etwas zu große Lagersitze erstellte. Also wurden die ersten 5mm der 8mm Flachsenkers noch etwas abgeschliffen. Also zum ersten Vergaser.
Das Ergebnis bei den zwei Testvergasern war aus meiner Sicht recht gut. Die Lagersitze sind vom Durchmesser ausreichend genau. Presspassung geht bei so kleinen Lagern eh nicht da dann der äußere Ring verspannt und das Lager schwergängig wird. Um einen ausreichend festen Sitz zu gewährleisten habe ich Loctite 648 (Nabe und Welle) verwendet.
Leider bekommt meine Digicam keine scharfen Nahaufnahmen hin, darum erst mal kein Foto vom Ergebnis (Die bilder hier sind schon nicht sonderlich gut). Und ob es schön ausschaut oder nicht, die Praxis im harten Renneinsatz muss zeigen ob es funktioniert – und die kommt erst noch.
Allen interessierten Bastlern viel Spaß und Erfolg beim selber Experimentieren und weiterentwickeln bzw. verbessern des Verfahrens.
Grüße
Thomas
PS. An alle professionellen Metaller, Werkzeugmacher, Feinmechaniker etc. – ich bin nur ein bastelnder IT-ler. Das geht sicher alles auch viel professioneller und besser. Für Tipps bin ich immer dankbar
Zuletzt geändert von TommyV am Samstag 6. März 2010, 18:09, insgesamt 1-mal geändert.
Carbon Street Fighter --> Baubericht und Videos
FG EVO 08 --> Bilder und Video
Futaba 3PK + Spektrum
--------------------------------------
MAC Berlin e.V.
FG EVO 08 --> Bilder und Video
Futaba 3PK + Spektrum
--------------------------------------
MAC Berlin e.V.



